- 目標
- 協作機器人焊接方案是什麼?
- 什麼是Welding Node?
- 準備工作/使用環境
- 焊接方案範例
- 系統總覽
- #1 Robot and Cloth 機器人與防護服
- 視覺系統的保護
- Item#2 Power Source焊接機 / Item#5 Wire Feeder送線裝置 / Item#6 Torch焊槍
- Item#3 Teach Pendant 示教器
- Item#4 Table and Base桌子 / Item#7 Flange Tool 法蘭轉接 / Item#8 CO2 Tank and Welding Wire 壓縮氣體與焊絲/ Item#9 Workpiece and Jig 工件與固定治具
- Item#10 Wiring & Integration配線與整合
- 機器人控制器上的I/O定義
- 手動測試與程式編輯
- 操作範例1 : 直線焊接
- 操作範例2: 直線與圓弧焊接
- 開始焊接
- 常見問與答
此文章之範例適用於下列條件:
TMflow 軟體版本: 1.88.2400 或以上
TM 手臂硬體版本:HW3.2 (Welding Node支援HW3.0~HW3.2)
其他特殊軟硬體需求: 細節請參考下方 準備工作/使用環境
請注意,新舊版本之差異可能導致操作介面、步驟上會有所差異
目標 #
這是一個給系統整合商的範例,在此文章中,我們使用Panasonic的焊接機做為展示
在範例中,TM 提供的焊接功能是開放式設定,實際上並不限於限定型號的焊接機
此範例並不是TM的標準產品;關於焊接設備與焊接知識,請咨詢您當地的焊接專家

協作機器人焊接方案是什麼? #
它是一個立即可使用的設備,通常由協作機器人手持焊槍進行MIG/MAG等電弧焊接
任何人都可操作
通過基礎訓練後、即使是初階操作員也能透過此設備進行焊接任務,而不需高級的機器人程式設定工程師
非常適合給中小型企業、做為大量導入自動化前的初期投資評估
手動教導
手動拖拉機器人、記錄需要焊接的點位,並在數分鐘內完成設定並開始焊接
就是這麼簡單!
輕量化與安全設計
不同於工業機器人,可以將協作機器人安裝於手推車、或是置於磁性底座上任意移動,增加工作彈性
無需圍籬的安全協作設計,可以省下不少的安全圍籬成本

什麼是Welding Node? #
它是達明機器人上的軟體功能
專門應用於電弧焊接的應用,包含在達明機器人上最新的TMflow操作系統內
透過達明Add-on dongle可以使用welding node,您將可以獲得以下好處:
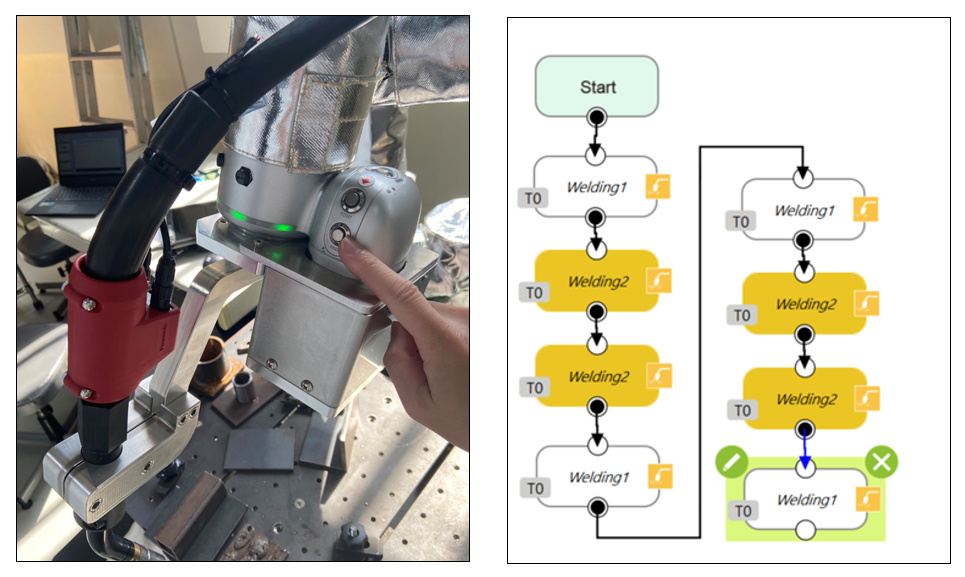
- 透過機器人法蘭末端的按鈕,進行快速的焊接/移動點位教導
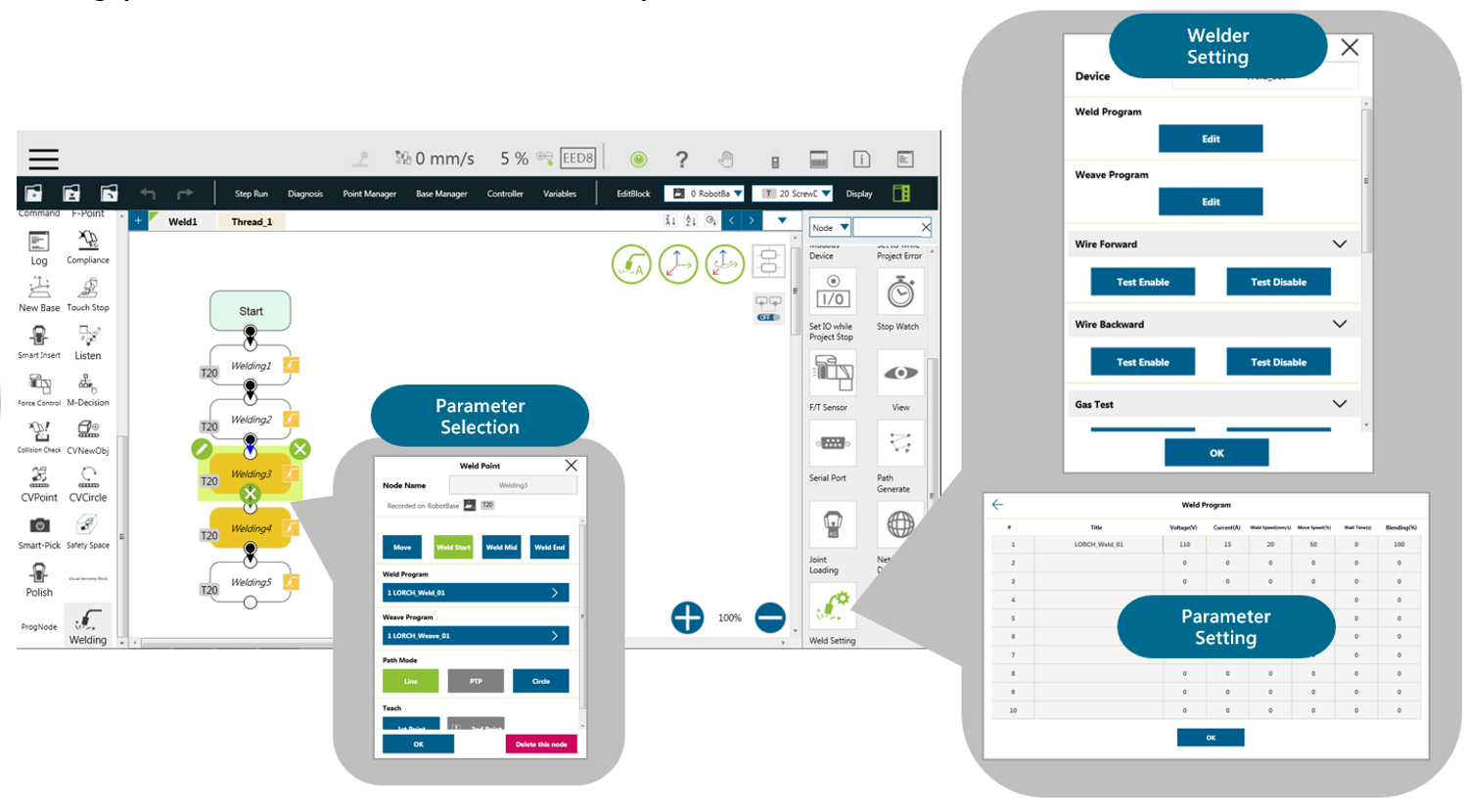
- 焊接參數專屬的操作介面
- 通用焊機溝通介面
準備工作/使用環境 #
開始實作之前,請您準備及閱讀以下事項:
- TMflow 軟體版本: 1.88.2400或以上
- TM 機器人硬體版本:所有版本皆適用(本範例使用HW3.2;示教器僅支援HW3.2)
- 請注意,新舊版本之差異可能導致操作介面、步驟上會有所差異
- 達明機器人(本範例使用TM12)
- 需有操作焊接設備的經驗(或是請教您當地的焊接設備專家)
- 焊接與相關的安全設備
- 對於機器人、控制器、電纜、相關設備的保護(防止火花噴濺等)
- 達明Add-on dongle,內含welding node功能
- Panasonic焊接設備350VZ1、焊槍與送線系統等
- Delta PLC與配線等
相關手冊:
- TMflow Software Manual – 達明機器人的基本操作,可以從這裡下載:Download Center

- Welding Guide – 焊接應用手冊,可以從這裡下載:Download Center
焊接方案範例 #
系統總覽 #
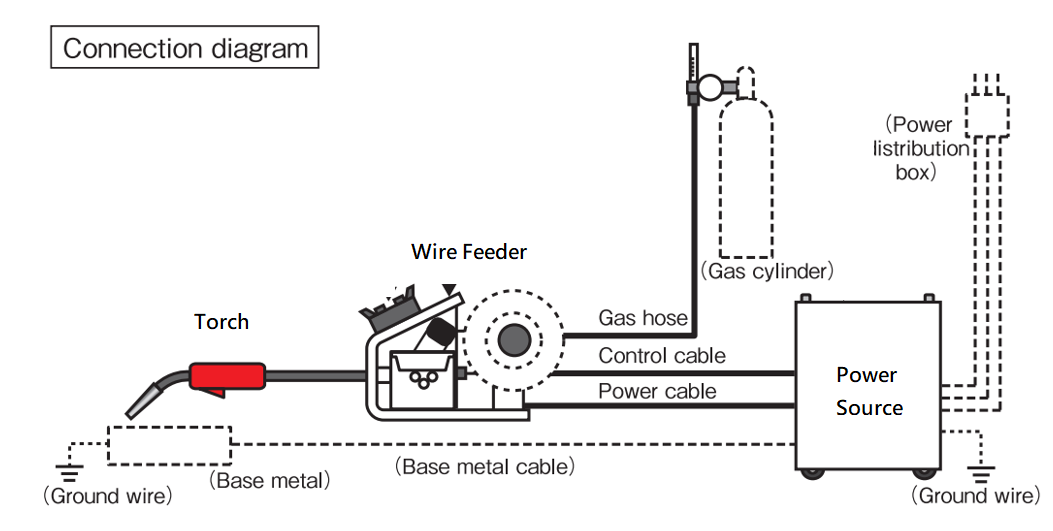
這是使用Panasonic焊接機(I/O通訊)的電弧焊接應用範例
若您對與該設備的細節有興趣或有技術問題,請咨詢當地的設備供應商
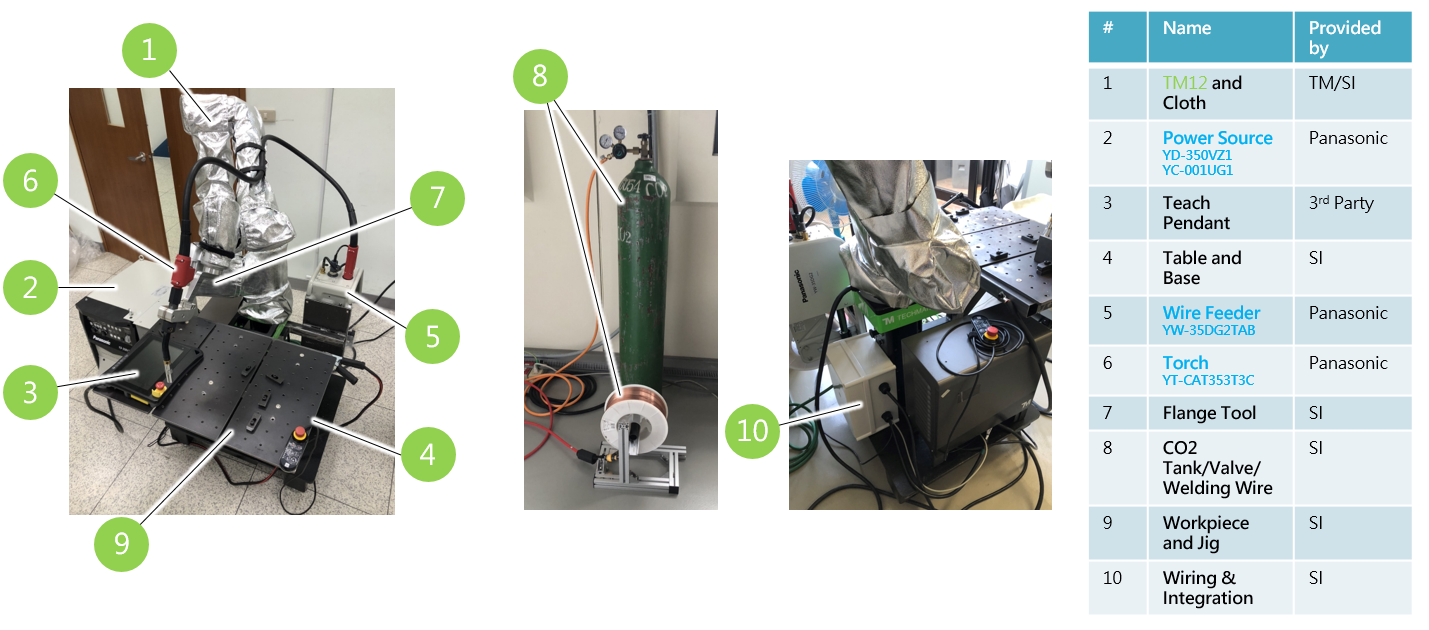
#1 Robot and Cloth 機器人與防護服 #
在此範例中使用TM12示範
另外,因現場焊接環境有粉塵、火星等等,強烈建議手臂與電控箱做額外防護
建議使用焊接專用防護服,請找當地廠商或參考TM Plug&Play上的合作夥伴方案:
視覺系統的保護 #
達明提供標準含視覺的機器人、以及無視覺的機器人
當使用視覺系統時,必須設計鏡頭保護裝置以避免火花、紫外線損壞視覺系統
這裡提供鏡頭保護裝置的3D設計圖,可至此下載: ![]()
注意:裡面使用到的AUTO UV FILTER MODULE變色模組可在焊接供應商取得

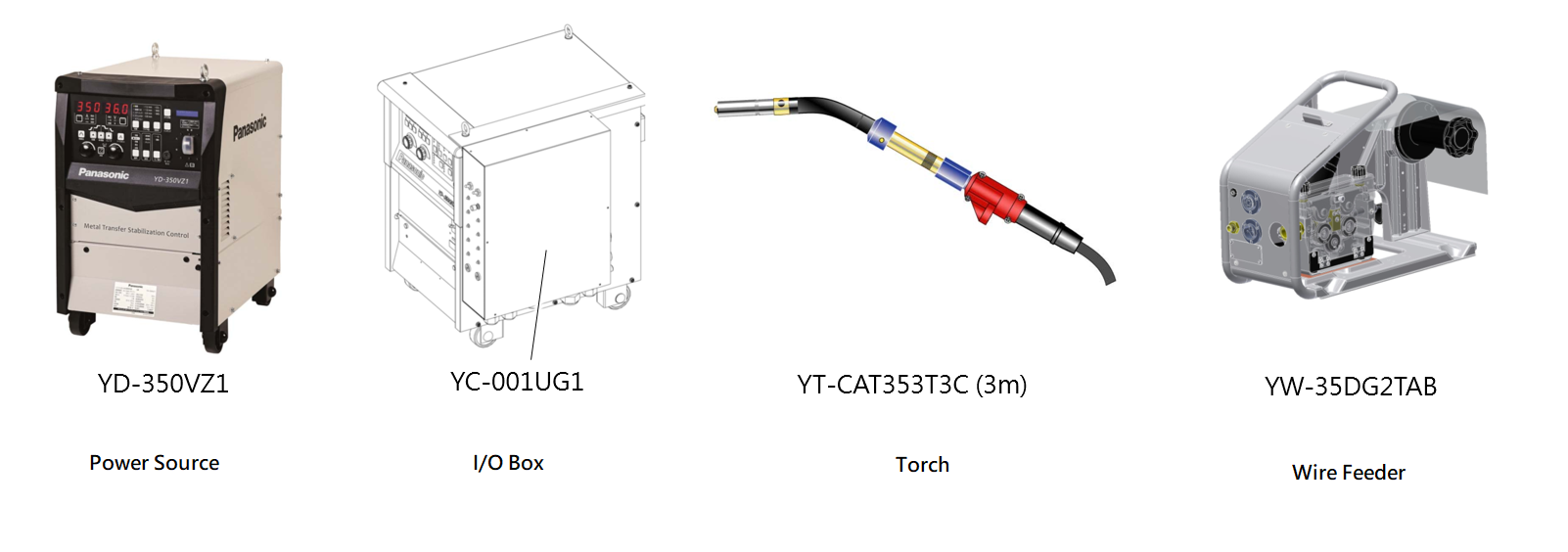
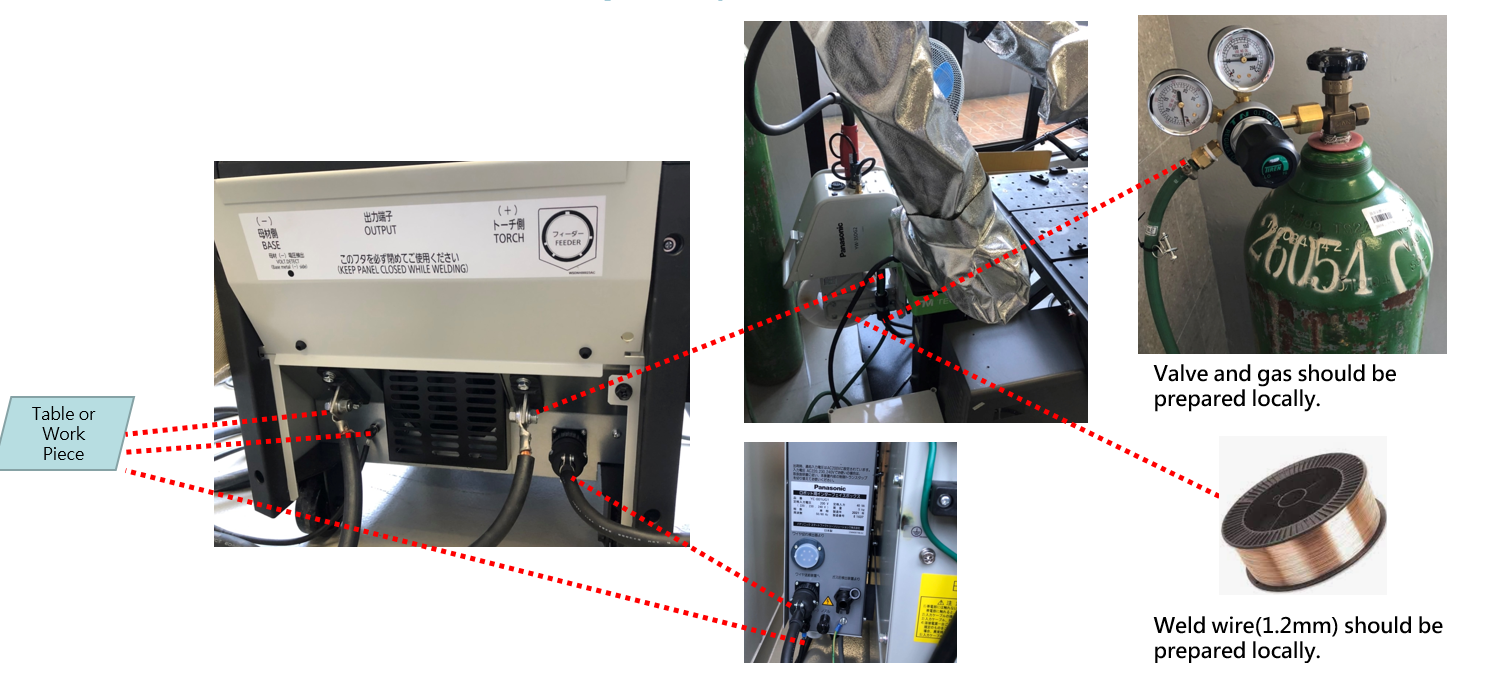
Item#2 Power Source焊接機 / Item#5 Wire Feeder送線裝置 / Item#6 Torch焊槍 #
以下設備可從焊接廠商Panasonic取得:
- Power source焊接機 YD-350VZ1 及YC-001UG1(I/O interface box)
- Torch焊槍 YT-CAT353T3C
- Wire Feeder送線機 YW-35DG2TAB
Item#3 Teach Pendant 示教器 #
第三方的示教器可在TM 官網 -> TMplug&play 頁面取得資訊

Item#4 Table and Base桌子 / Item#7 Flange Tool 法蘭轉接 / Item#8 CO2 Tank and Welding Wire 壓縮氣體與焊絲/ Item#9 Workpiece and Jig 工件與固定治具 #
這些設備可從當地系統整合商、與焊接設備商取得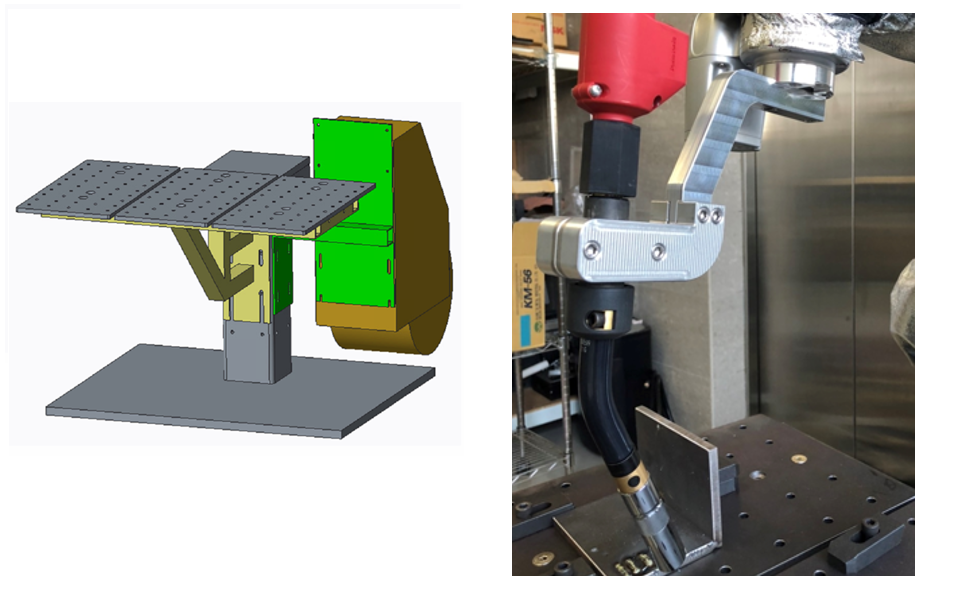
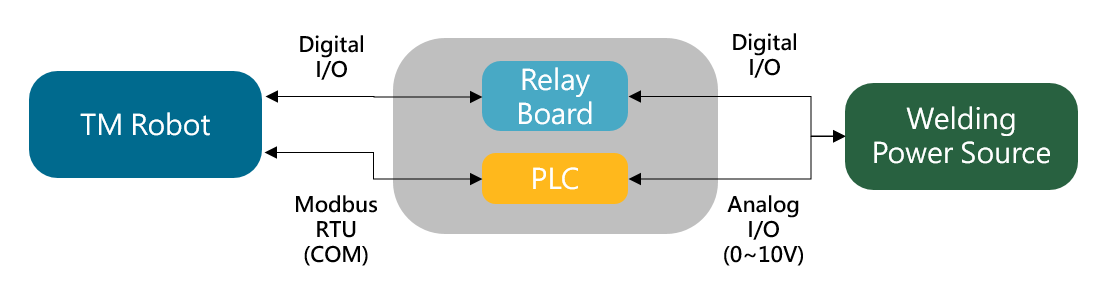
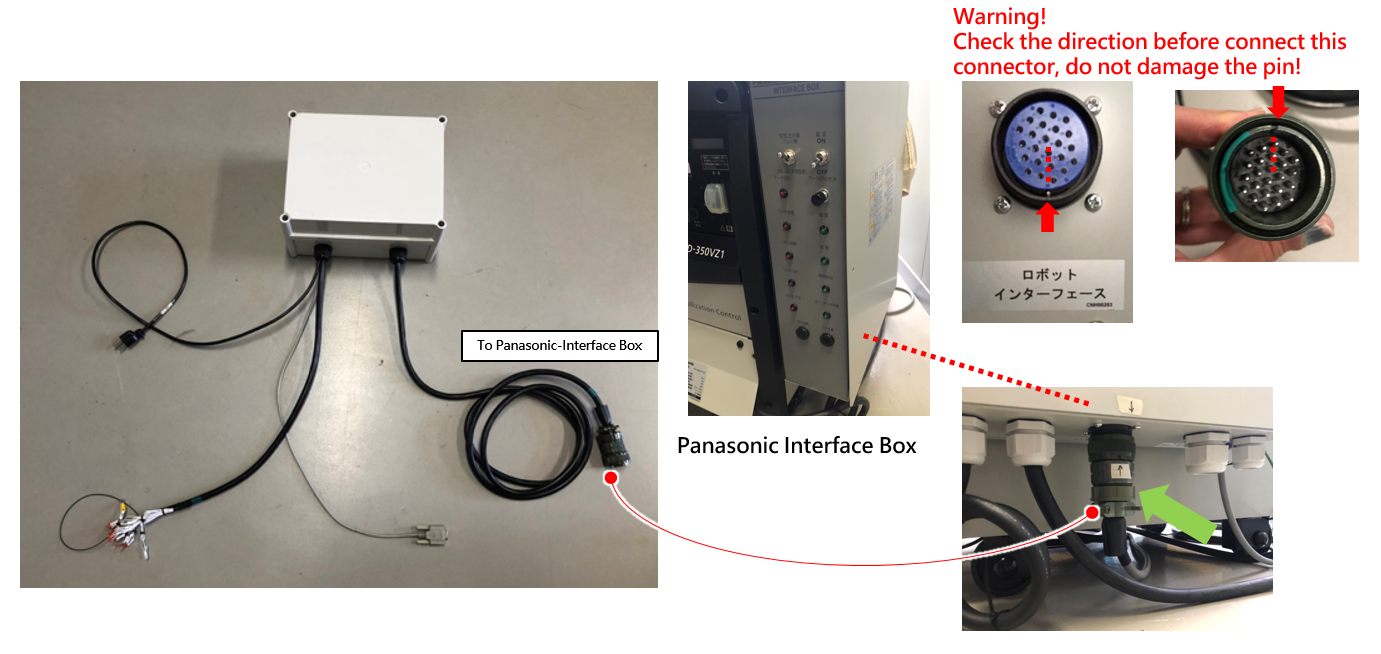
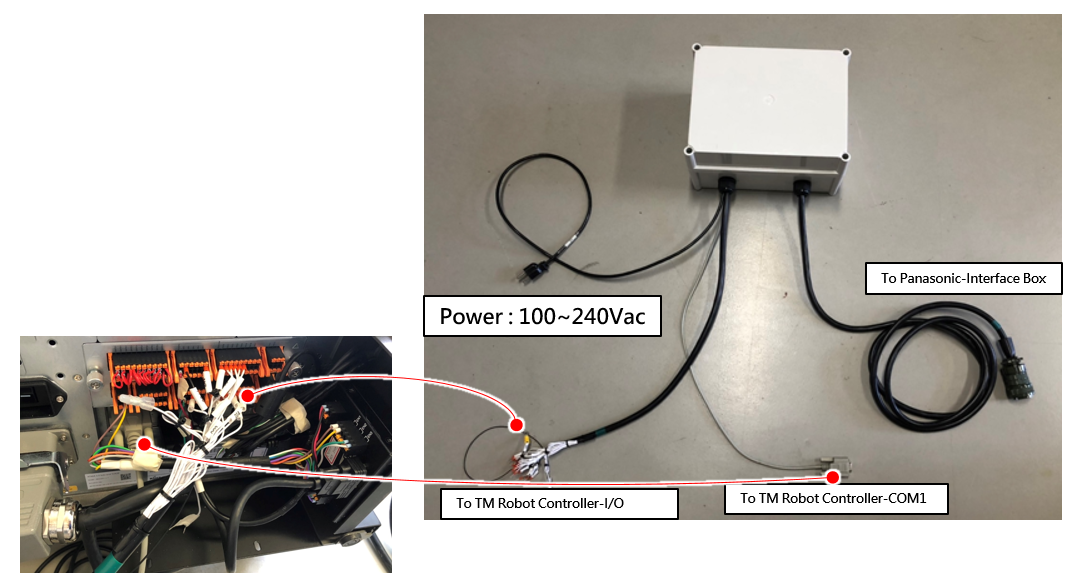
Item#10 Wiring & Integration配線與整合 #
製作一個配電箱來進行機器人控制箱與焊接機的I/O連線
- Delta PLC DVP20SX2 – 達明機器人控制箱透過它提供兩組類比輸出(analog output)的訊號給焊接機。使用Modbus RTU(下圖的COM標示),可以使用類似功能、不同品牌的PLC取代
- Relay Board 繼電器板 – 隔離輸入與輸出訊號使用,避免機器人控制箱受到外部干擾
- 24V 電源 – 驅動PLC
- 配線端子
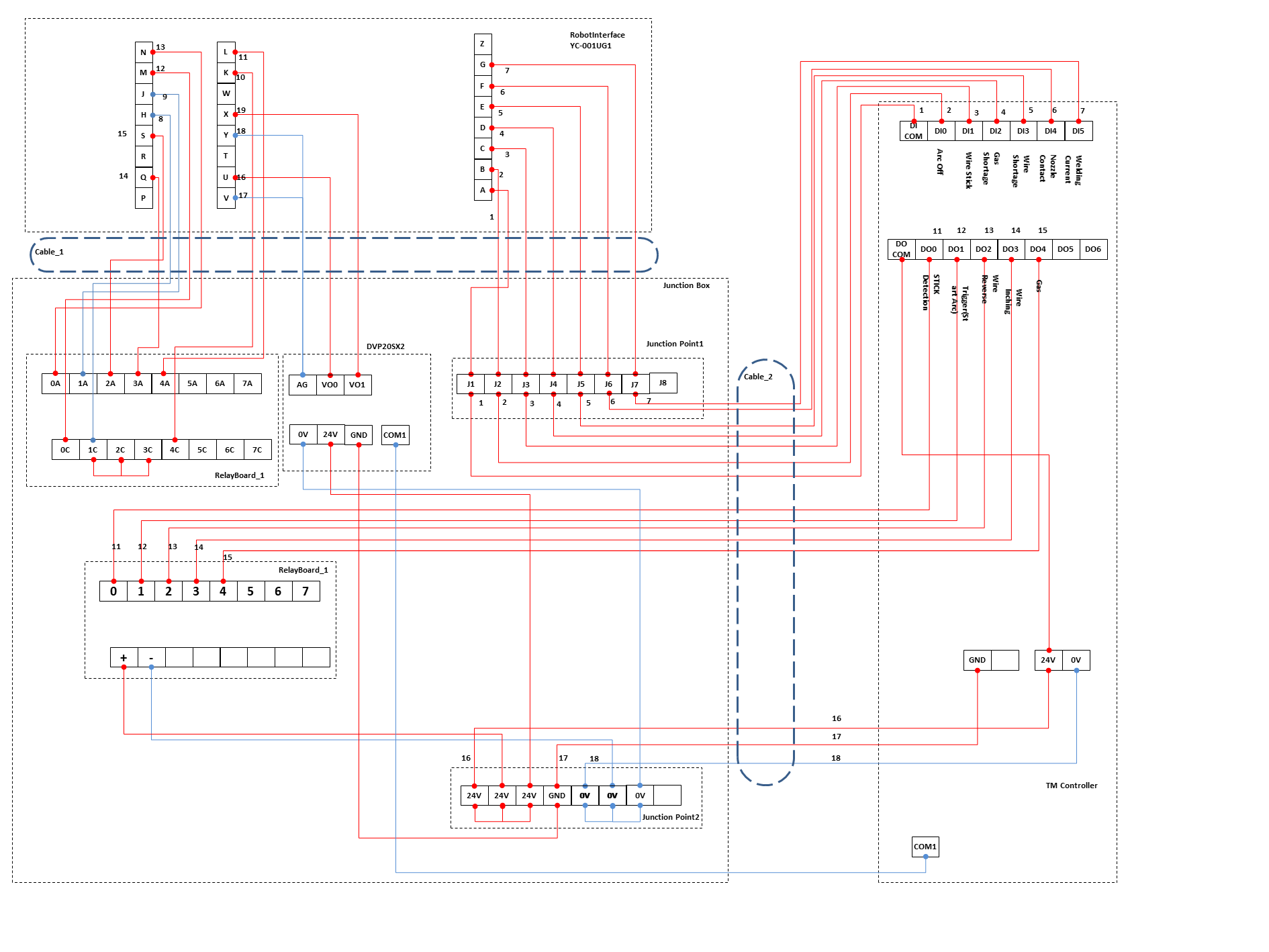
以下是線路原理圖
在PLC端,編輯一個邏輯以接收機器人控制箱來的Modbus RTU命令、並輸出兩組類比訊號(0~10V)以控制焊接機的電壓與電流命令

參考Panasonic焊接機手冊以完成剩下的接線:
細部的電路接線圖:
機器人控制器上的I/O定義 #
硬體線路連接完成後,即可用以下I/O表來控制焊接機
I/O表並非固定,請自行修改以符合您的焊接機定義
通電前,請先檢查各接點與接線是否正確
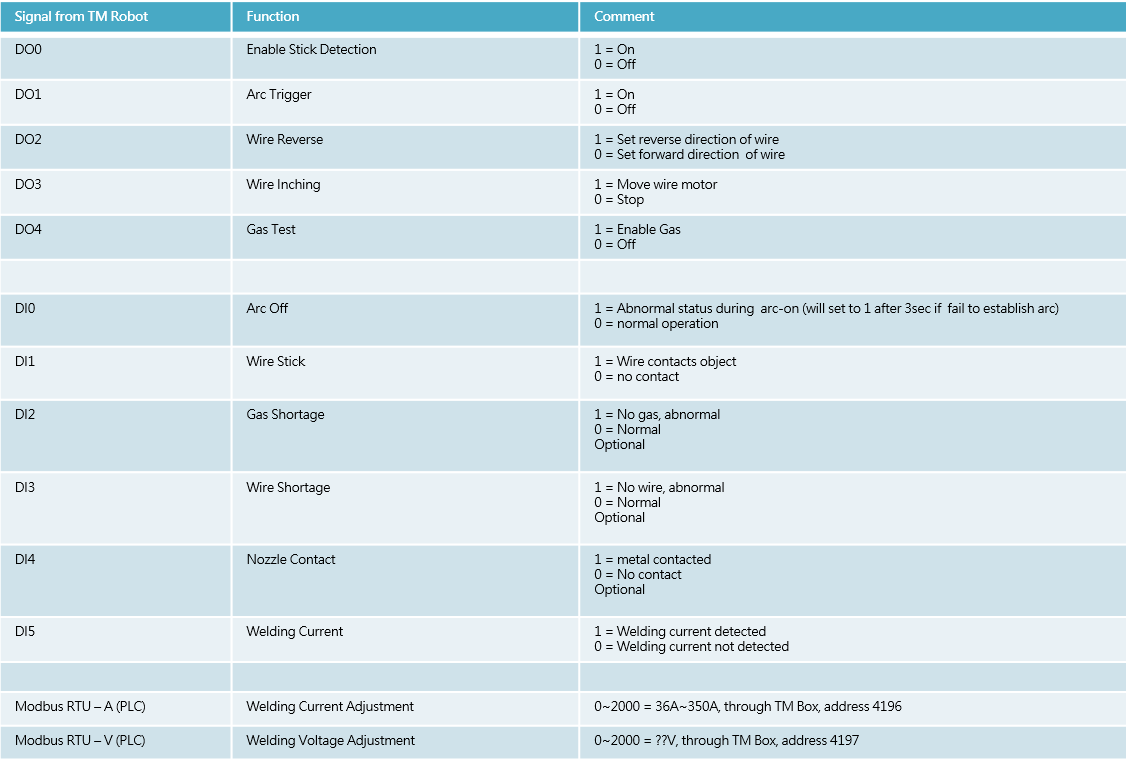
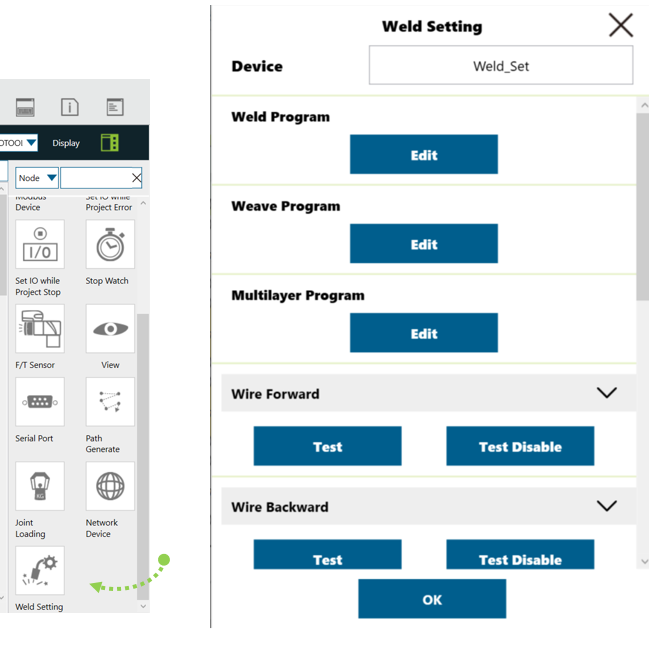
請至 Welding Setting->ArcOn/Off 事件 與手動測試區設定相關的I/O
參考Welding Guide以取得更多細節
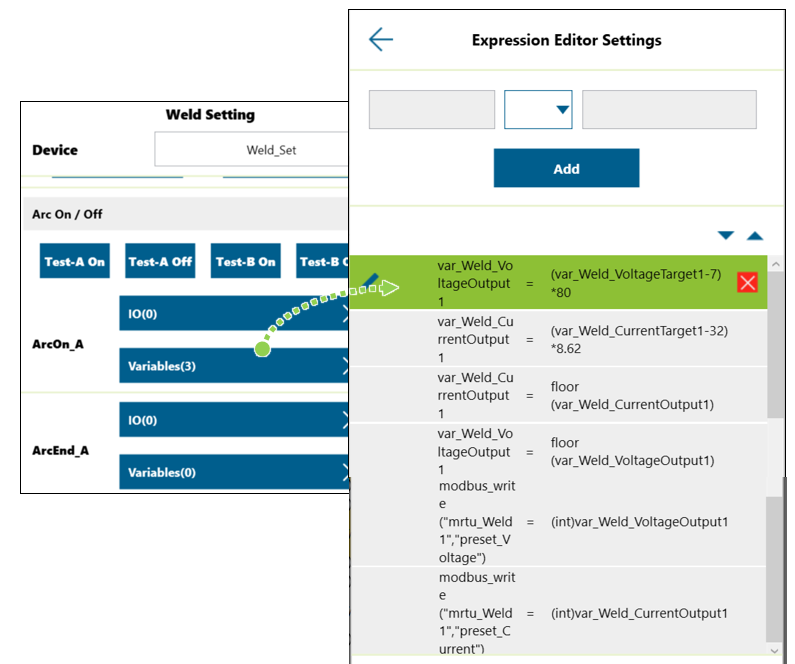
手動測試與程式編輯 #
開始焊接之前,先測試以下項目:
- Gas On氣體供應(DO4), Wire Inching送線(DO2/DO3)
- Arc Trigger焊接開始(DO1)
- Welding Current 焊接成功訊號(DI5)
- Voltage/Current Command 電壓/電流命令(Modbus RTU-V/A)
- 教導焊接路線、設定焊接參數
- 在TMflow->Set I/O while Stop / Set I/O while Error設定程式停止、錯誤時、同時切斷輸出訊號的訊號與功能
- 故意將機器人在焊接過程中停止、測試以輸出是否會正確地被切斷
操作範例1 : 直線焊接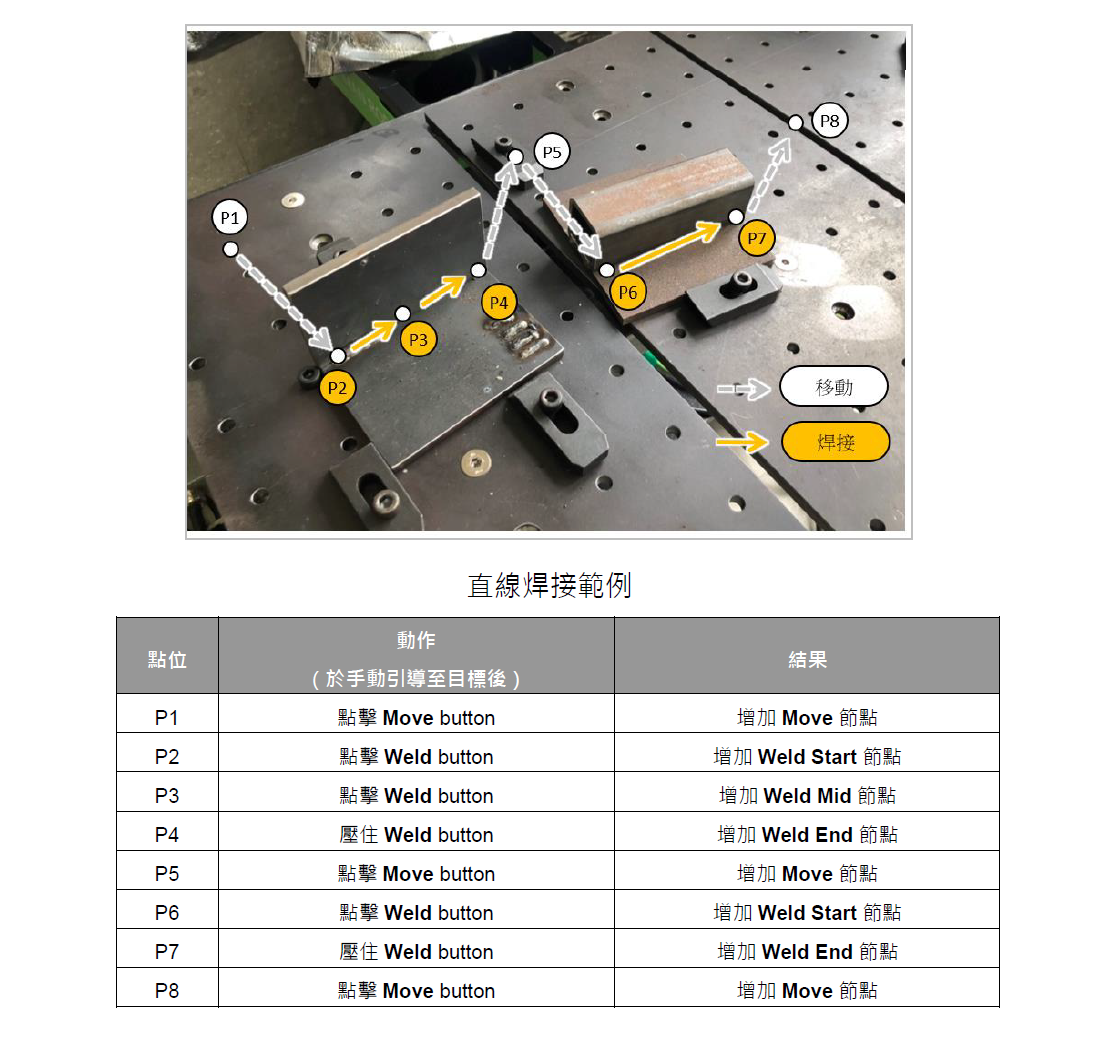 #
#
操作範例2: 直線與圓弧焊接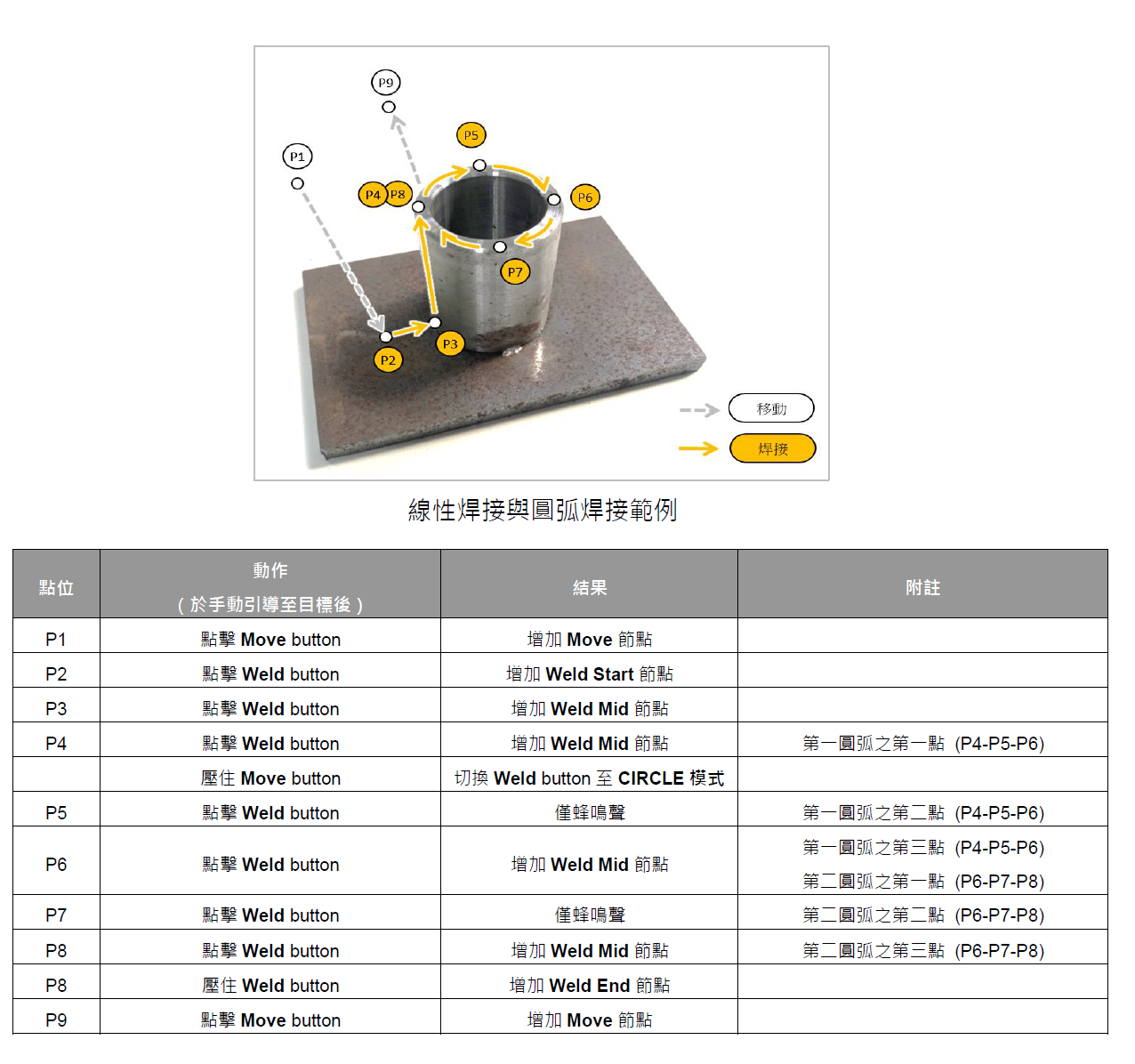 #
#
開始焊接 #
確認環境、焊接用的安全設備(面罩、滅火器等)後即可開始焊接;小心操作TMflow專案

常見問與答 #
我用的焊接機是否在支援列表? #
通用I/O模式(數位+類比)是大部分焊接機上常見的控制介面,本範例使用的Panasonic焊接機是其中一員
此焊接功能並不限於特定品牌的焊接機
我可以使用EtherCAT通訊的焊接機嗎? #
不行
達明機器人支援以下的通訊:
- 通用 I/O
- Modbus TCP/RTU (部份功能會在某些情況無法使用,請參考手冊Welding Guide)
使用EtherCAT/Profinet Scanner/Ethernet/IP Scanner/DeviceNet/CCLink…等通訊的焊接機,無法由達明機器人直接控制
MIG/MAG/CO2/TIG有支援嗎? #
MIG/MAG/CO2/TIG是不同的電弧焊接模式,它由對應的不同焊接機類型決定;若可以通訊,則達明機器人都可支援,甚至是雷射焊接設備也行
請注意,若使用TIG焊接設備,焊接過程則會有高頻干擾訊號,需做好機器人法蘭與TIG焊槍之間的絕緣(使用絕緣的工程塑膠等)
支援擺弧動作(weaving/zigzag)嗎? #
是,擺弧與多層焊接是welding node內的標準功能
支援焊道追蹤系統(seam tracking)嗎? #
不,目前不支援該系統
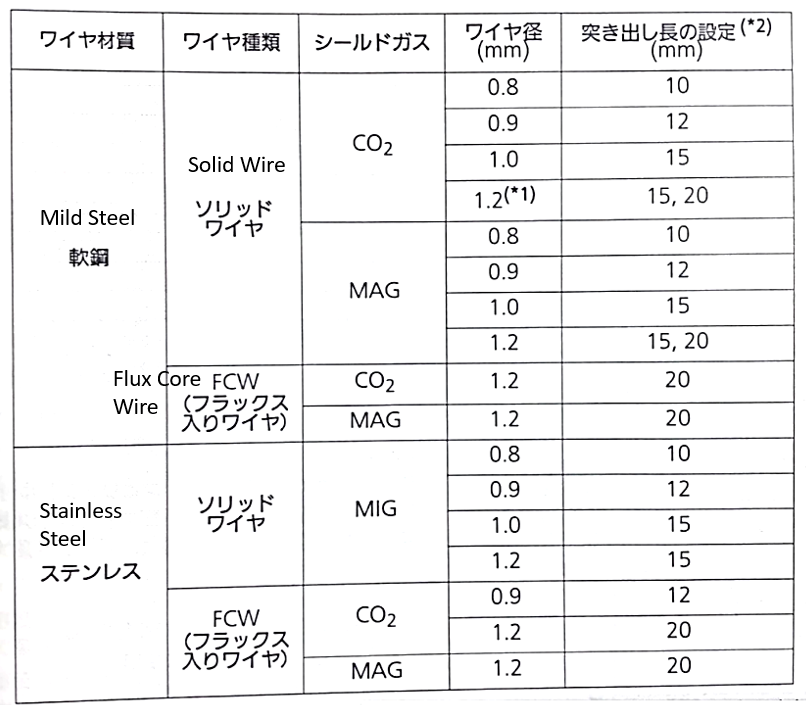
我可以用機器人來焊接薄板、鋁材嗎? #
若該型號焊接機有支援,可以;細節請咨詢您的焊接設備供商
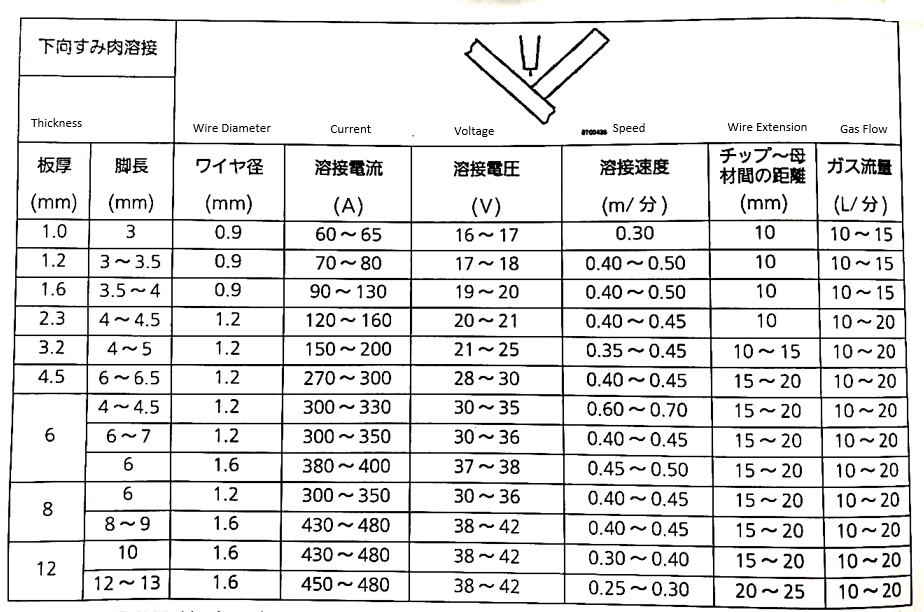
以Panasonic 350VZ1為例,它支援軟鋼與不銹鋼的焊接,並於下方的焊接方式中支援1~12mm的焊接板厚:
Welding Node可以搭配Vision Job使用嗎? #
可以,welding node可以搭配TMvision內的功能使用,如landmark定位、物件搜尋等
是否有建議的焊接機型號? #
不限於這些廠牌,但以下提供已連結過的不同廠牌焊接機供參考
請連絡當地焊接機代理商以獲得更多資訊
| 廠牌 | 主要裝置名稱 | 與TM端的通訊方式 |
| Panasonic | YD-350VZ1(power source)
YC-001UG1(I/O interface box) YW-35DG2TAB(feeder) |
I/O |
| Miller | Invision MPa Plus Cobot System
Cobot Interface(I/O interface box) S-74 Feeder |
I/O |
| Lorch | S-series LorchNet-Modbus TCP module Feeder |
I/O
Modbus TCP |
| DAIHEN | Welbee A350P
HC-71D(feeder) |
I/O |
Panasonic

Miller

Lorch

DAIHEN

什麼是旋轉速度rotational speed? #
在Welding Node裡,我們引入一個新的參數 Rotational Weld Speed:
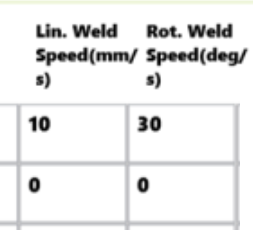
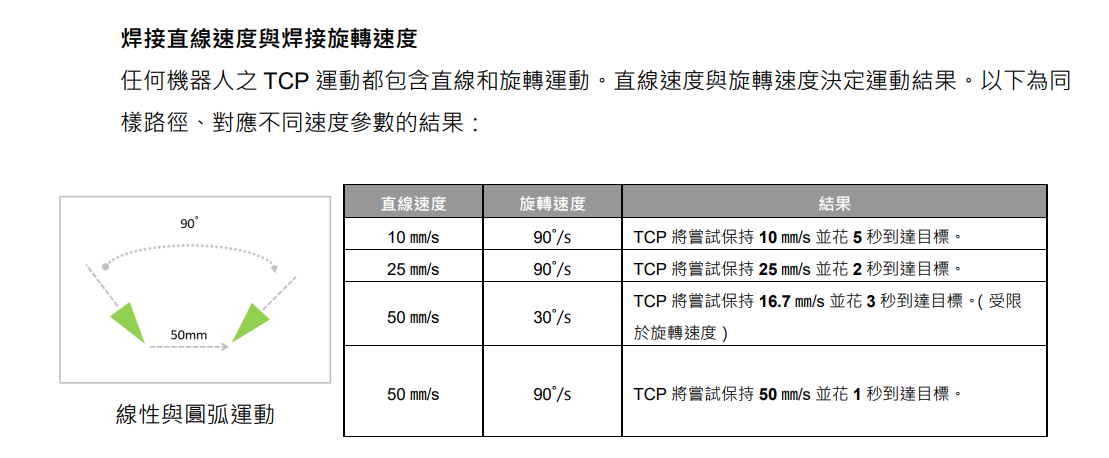
任何手臂的運動命令都包含直線移動與旋轉移動,所以我們必須告速手臂需要的直線速度與旋轉速度。
那為何之前旋轉速度不需要設定? 那是因為手臂會採用某個預設的參數。但在焊接轉角時,旋轉速度可能需要調整以達到預期的停留時間。
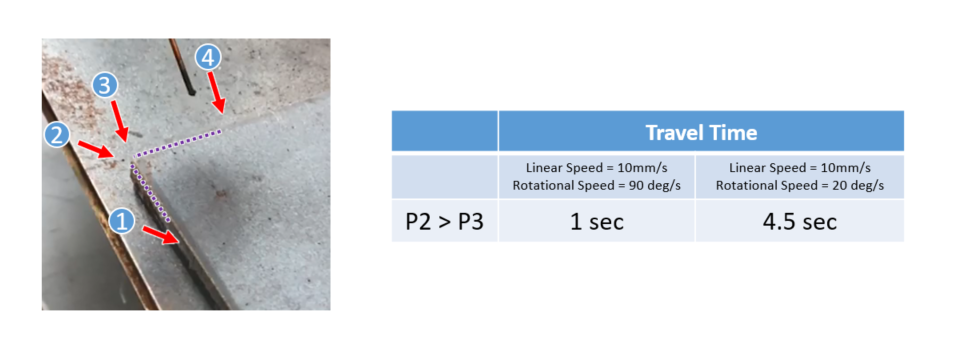
以下是範例:
左邊: 直線速度linear speed = 10mm/s, 旋轉速度rotational speed = 20 deg/s
右邊: 直線速度linear speed = 10mm/s, 旋轉速度rotational speed = 90 deg/s
從P2移到P3時、它是純旋轉運動(代表沒有直線運動),所以調整直線速度沒有辦法調整轉角時的停留時間!因此,只能調整旋轉速度來影響焊槍在轉角時的停留時間。
這裡有更多的範例:
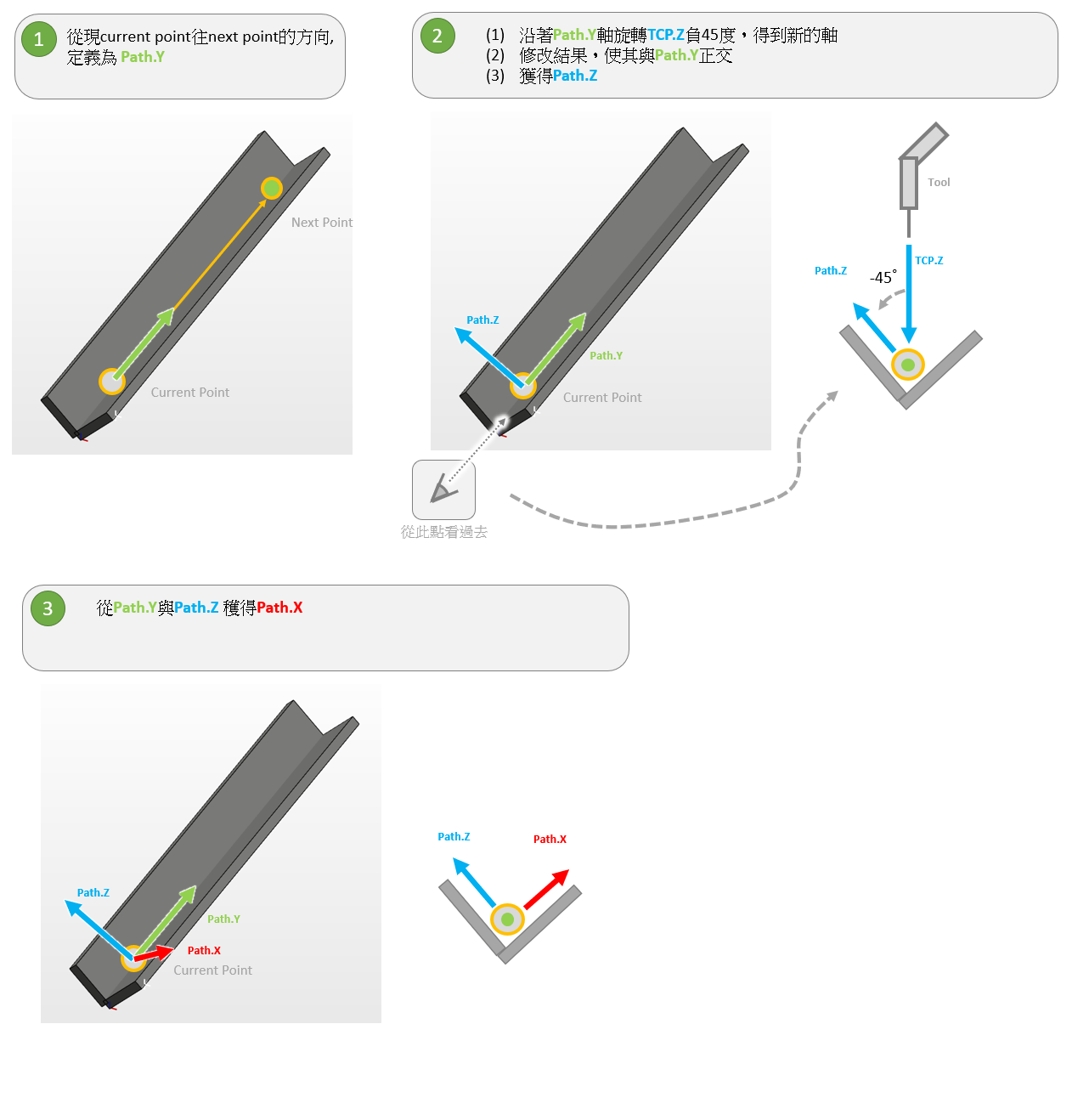
使用多層多道時的座標系定義方式 #